Изготовление грифа и крепление его к корпусу инструмента
Для изготовления гитарного грифа используют древесину красного дерева, клена, березы и т.п. Особые требования предъявляют к сушке заготовок. Предпочтение отдают материалу с многолетней выдержкой в условиях жилого помещения или чердака жилого дома. Недопустимы никакие дефекты древесины в заготовках грифа.
Наиболее сложными участками являются зоны перехода ручки грифа в пятку и головку. Здесь очень сложно определить какие-либо контрольные точки или применить шаблоны. В этих местах обработка грифа целиком и полностью зависит от опыта и вкуса мастера.
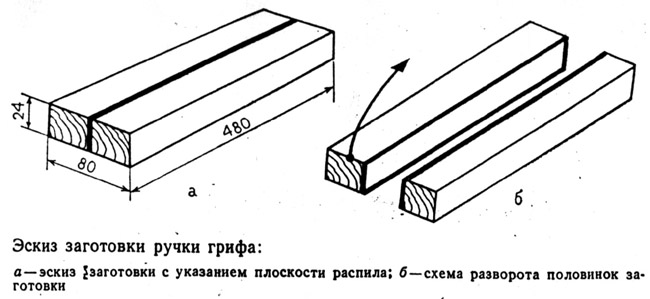
рис.1
На рис. 1,а изображен эскиз заготовки грифа. По плоскости симметрии производят распил и одну половинку заготовки разворачивают относительно другой на 180° (рис. 1, б). Плоскость распила фугуют и склеивают казеиновым клеем. Эта операция позволяет несколько увеличить жесткость будущего грифа.
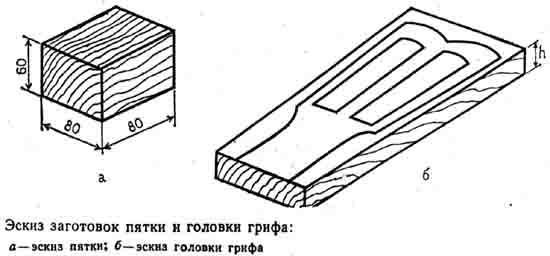
рис.2
На рис. 2, а изображен эскиз заготовки пятки грифа, а на рис. 2,б — эскиз заготовки головки грифа. Эти детали делают из той же породы древесины (а лучше и из той же доски), что и заготовка ручки грифа. Пятку можно склеивать по высоте из 2—3 деталей. Размер заготовки головки грифа определяют по выбранному рисунку, который в свою очередь зависит от применяемой механики. Высоту заготовки головки грифа делают больше ширины планки механики на 2 мм.
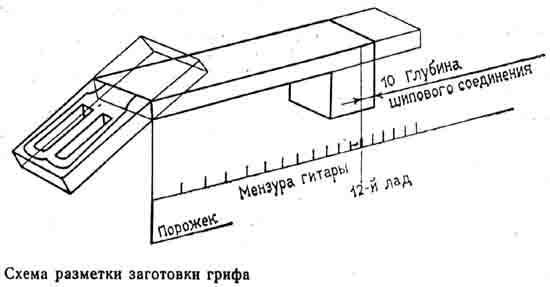
рис.3
Склеенную заготовку ручки грифа фугуют до толщины 20 мм и производят разметку (рис. 3). По этой же схеме производят и склейку заготовки грифа. Линией основного контура изображена заготовка грифа после опиливания излишков. На циркулярной пиле или широкой лучковой пилой полученную заготовку распиливают вдоль продольной оси на две равные половины. Распил проходит по клеевому соединению заготовки ручки. Плоскость распила обеих половинок тщательно фугуют и по ним, как по шаблону, вырезают из шпона прослойки для украшения грифа. Рисунок прослоек повторяет рисунок жилок, вклеенных в дно корпуса гитары. Отфугованные поверхности задирают цинубелем и, нанеся казеиновый клей на все склеиваемые поверхности, затягивают 5—6 струбцинами до появления клея в швах.
Черновую обработку грифа начинают с ручки. Ширину ручки доводят до 52 мм у порожка и 60 мм в зоне 12-го лада. В эти размеры входят и припуски на чистовую обработку (припуски составляют 1 мм на сторону).
Головку грифа опиливают по шаблону с запасом 1 мм на чистовую обработку. Намечают расположение механики и сверлят под нее отверстия диаметром, равным диаметру колонки механики. Затем сверлят отверстия в окнах головки и тонкой пилкой пропиливают профиль окон. Рашпилем зачищают неровности пропилов.
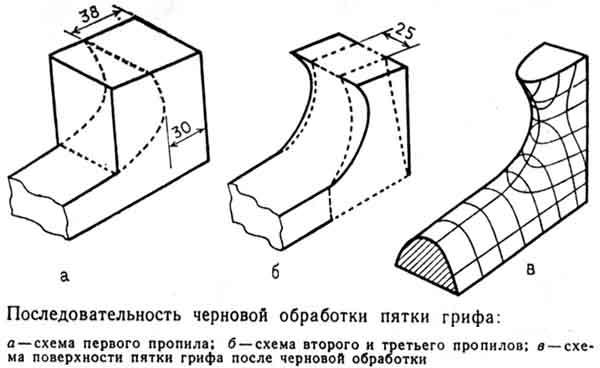
рис.4
Обработку пятки грифа начинают с первого пропила окружонкой (рис. 4, а). Этот пропил формирует профиль будущей пятки грифа. Вторым и третьим пропилом окружонки (рис. 4,б) снимают излишки с боков пятки. Пятку вчерне обрабатывают широкой стамеской толщиной 4 мм. Приемы работы этой стамеской рассмотрены на аналогичных операциях в изготовлении балалайки, а требуемая поверхность схематично изображена на рис. 4, в.
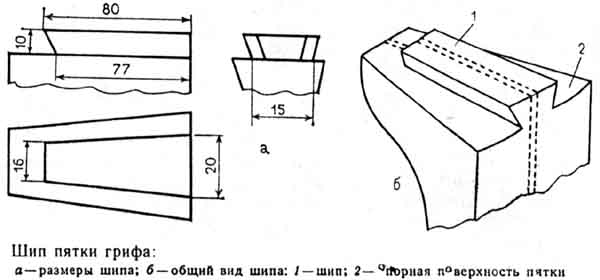
рис.5
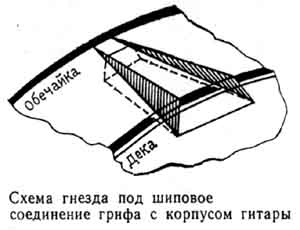
рис.6
Изготовление шипового соединения грифа с корпусом начинают с изготовления шипа. Общий вид и размеры шипа на пятке грифа изображены на рис. 5 а, б. Полукруглым рашпилем опорную поверхность пятки (см. рис. 5,б) подгоняют под профиль обечайки корпуса. Шип выполняют строго симметрично относительно осей грифа. Также симметрично прорезают гнездо под шип в верхнем клеце. Схема гнезда под шип изображена на рис. 6. Заштрихованная зона боковых граней может быть пропилена мелкозубой пилкой. Остальную обработку гнезда ведут стамеской и резаком.
.Подогнанный шип с усилием входит в свое гнездо до конца. При этом следят за соосностью корпуса и грифа, гриф с декой также должны лежать в одной плоскости. Отклонения исправляют маленькими клинышками в зоне шипа.
Казеиновый клей наносят на шип и в его гнездо и соединяют их. Если шип с клеем не доходит до конца, то его вдавливают струбциной.
На круговом рейсмусе резец выставляют на радиус 41 мм и прорезают резонаторное (звуковое) отверстие в деке гитары.
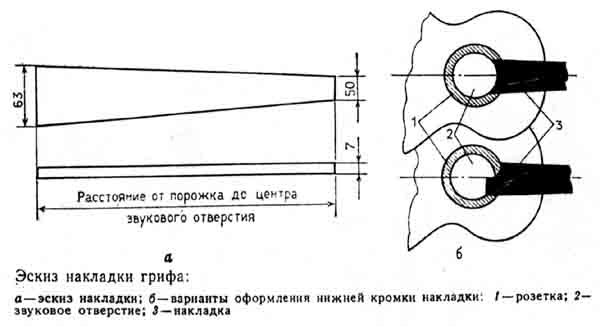
рис.7
Эскиз накладки грифа гитары и способы оформления нижней ее кромки изображены на рис. 7. Материалом накладки обычно является черное дерево, палисандр, прокрашенный граб и т. п. Приклеивают накладку с помощью четырех струбцин, одна из которых через звуковое отверстие прижимает накладку к деке.
Приклеенная строго по оси накладка является ориентиром для обработки грифа. После того как накладка отфугована, толщину грифа выдерживают в пределах 22—23 мм у порожка и 25—27 мм в зоне 9-го лада.
Заканчивают обработку ручки грифа напильниками по металлу с крупной насечкой различного профиля. Затем поверхность грифа циклюют и зачищают наждачной бумагой.
Распрямленный кусок ладовой проволоки держат в левой руке. Смазывают ножку ладовой проволоки жидким клеем и забивают молотком в пропиленные пазы. Если ножка с трудом входит в пропил, его слегка расширяют пилкой. При слишком свободном пропиле прибегают к шпаклевке из опилок и жидкого клея. Излишки проволоки откусывают кусачками. Особую осторожность следует проявлять при забивке ладов в нижней части накладки, приклеенной к деке. Здесь удары молотком должны быть легкими, чтобы не повредить деку.
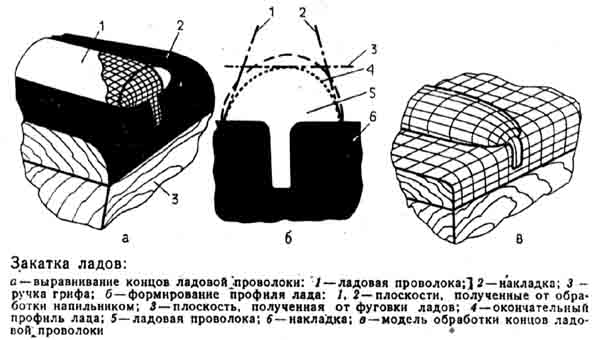
рис.8
Процесс обработки ладов называется закаткой. Начинают закатку с зачистки торцов ладовой проволоки, выступающих с боков грифа. Делают это напильником по металлу с крупной насечкой. Движения напильника должны быть такими, чтобы на концах ладов не было заусенцев, а сами концы были закруглены (рис. 8, а). Затем все лады выравнивают тем же напильником по высоте. Для этого напильник кладут на лады и, прижав рукой, двигают вдоль грифа. Этот процесс продолжают до тех пор, пока следы напильника не будут заметны на всех ладах и по всей их длине. Иногда эту работу называют фуговкой ладов. Таким образом получают площадку 3, изображенную на профиле ладовой проволоки (рис. 8, б). Плоскости 1 и 2 получаются от стачивания напильником боков каждого лада. Закругляют трапециевидный профиль 4 ладов с помощью специального напильника. Концы ладовой проволоки, выходящие на бока ручки грифа обтачивают надфилями, добиваясь формы, изображенной на модели рис. 8, в. Завершают обработку ладов шлифовальной шкуркой, притирая каждый лад в отдельности, а затем все вместе.
Если смотреть со стороны подставки вдоль поверхности накладки, то лады должны сливаться в одну полосу без темных и светлых пятен. На ощупь лады не должны иметь острых зазубрин и неровностей.
Точки на грифе гитары иногда ставят перед 5, 7, 10 и 12-й ладовыми пластинами. В основном на хороших гитарах их вклеивают в ручку сбоку или вообще отсутствуют.
Нередко в «совковых» гитарах гриф соединяют с корпусом гитары с помощью винта, что не является технологически сложным, но этот способ крепления не совсем пригоден в эстетическом плане для высококачественного инструмента.
Источник: неизвестная советская книга по гитаростроению