Сборка обечаек на шаблоне
Материалом для изготовления обечаек гитары может служить кленовая, буковая, березовая и другая доска без пороков, из которой пилят тонкие дощечки. Размеры дощечки принимают такие: толщина 3 мм (после острожки), ширина равна максимальной высоте корпуса гитары (в описываемом примере 100 мм), длину дощечки определяют по длине половины обечайки с запасом на обработку в 100 мм. Напиленные и отстроганные дощечки, кроме того, подбирают по текстуре и оттенку. Текстуру подбирают с учетом симметрии относительно продольной оси инструмента.
Обечайки можно выклеивать из трехслойной клееной фанеры. Качество фанеры должно быть очень высоким. Размеры фанерных заготовок такие же, как и дощечек, но рубашки фанеры располагают вдоль оси инструмента.
Обечайки гитары имеют довольно сложную геометрическую форму. Фанерные обечайки легко принимают эту форму, а обечайки, изготавливаемые из дощечек, требуют предварительной операции гнутья.

рис. 1
На заготовке обечайки отмечают поперечной линией центр изгиба. И, предварительно увлажнив, дощечку прижимают к прогретому нагревателю. Смещая дощечку по 10—15 мм вдоль своей оси, выгибают ее, постоянно контролируя получаемую поверхность по шаблону. Убедившись, что обечайка точно повторяет контур сугиба, ее переворачивают и выгибают левую и правую части в обратную сторону. Допускают увеличение радиуса сгибаемой обечайки (рис. 1), но нельзя делать радиус меньше требуемого.
Операцию повторяют еще раз для второй половины обечайки.
Тем же способом изготавливают заготовки для огибов. Их делают из дощечек толщиной 4 мм, длиной, равной длине обечайки, и шириной 20 или 60—80 мм. В первом случае огибы гнут каждый в отдельности, во втором выгибают дощечку как обечайку, а затем обрезным рейсмусом нарезают полоски шириной 20 мм. С внутренней стороны огибов снимают фаску под углом 45 , так как после приклейки это делать сложнее.
Огибы можно изготавливать и из более тонких дощечек, но в этом случае их приклеивают по два. Также возможно изготовление огибов из реечек толщиной 5—6 мм. В этом случае огибы приходится пропиливать на половину толщины, чтобы согнуть по профилю обечайки.
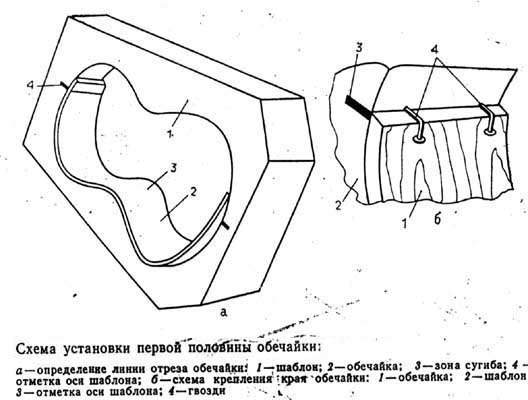
рис. 2
Половину обечайки 2 (рис. 2, а) вставляют в шаблон 1 и плотно прижимают правой рукой в зоне сугиба 3. Затем, прижимая обечайку к шаблону, отмечают центральную линию 4 на обечайке. Для более плотного прилегания обечайки ее опиливают с запасом 3—4 мм. Оставшуюся часть закрепляют двумя гвоздями (рис. 2,б). Тем же способом опиливают и закрепляют правый край обечайки и ее вторую половину, сохраняя 3—4 мм запаса.
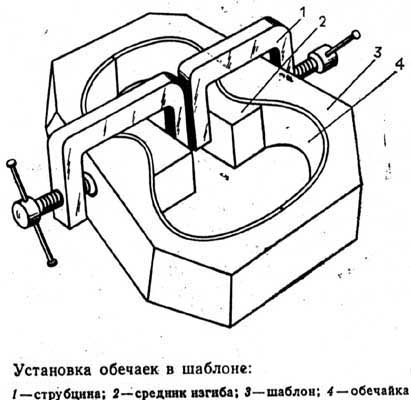
рис. 3
Гвозди, крепящие обечайку, вытаскивают и с помощью средников обечайки устанавливают в шаблоне (рис. 3). Струбцинами средники прижимают к шаблону. Все щели между обечайкой и шаблоном должны исчезнуть.
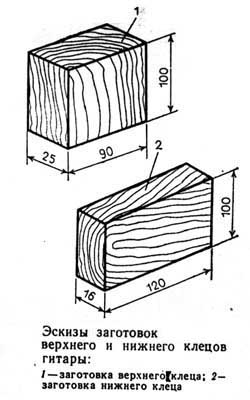
рис. 4
Половинки обечаек соединяют клецами, которые изготовляют из ели без пороков (рис. 4). На этом же рисунке показано расположение слоев древесины в заготовках. Особое внимание обращают на качество обработки той поверхности клецов, которую приклеивают к обечайке, — здесь щели недопустимы.
Приклеивают клецы казеиновым клеем. Прижим к обечайке и шаблону осуществляют парой струбцин. Рекомендуют вбить в клецы небольшие гвозди, которые своими остриями удерживали бы их от сползания по клеевому слою. Также полезно между нижнем клецом и обечайкой при склейке вставить прослойку шпона, например орехового, со слоями, расположенными поперек слоев клеца.
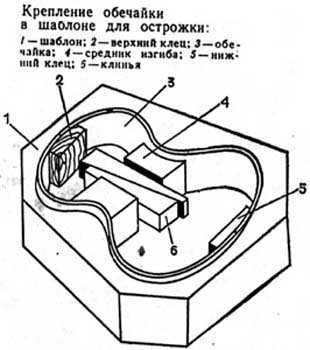
рис. 5
Убедившись в прочности клеевого соединения, приступают к предварительной острожке корпуса. Снимают струбцины, прижимающие средники сугибов, и вместо них ставят клинья (рис. 5). На 10—15 мм выдвигают обечайку над шаблоном и строгают параллельно ему. Можно карандашом отчеркнуть на обечайке линию, параллельную плоскости шаблона, и вести острожку по ней. Выступающие части верхнего клеца спиливают. Затем выбивают клинья и выдвигают обечайку на другую сторону на 15—20 мм. Повторяют операцию острожки с другой стороны обечайки. В зоне клецов срезают больше, добиваясь ширины обечайки 85 мм, а в зоне сугиба оставляют высоту обечайки 90 мм. Такие размеры позволят придать дну гитары некоторую выпуклость.
Для того чтобы рубанок не пошел «в задор», обечайку строгают в направлении от сугибов к клецам. Торцы верхнего клеца строгают круговыми движениями рубанка.
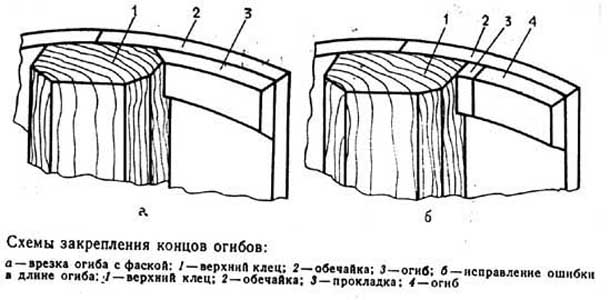
рис. 6
После острожки снимают клинья, распирающие средники сугибов, и закрепляют один средник струбциной. Подготовленную реечку огиба прижимают в зоне сугиба к обечайке и, определив ее длину, обрезают. Запас длины огиба составляет 5—7 мм. Если этот запас длины выдержан, то на концах огиба делают фаску. В процессе прижима огиба к обечайке фаска врежется в тело клецов (рис. 6, а). Если при определении длины огиба допущена ошибка и он короче требуемого, то между огибом и клецом вставляют прокладку из шпона (рис. 6,б).
На два огиба и на обечайку наносят казеиновый клей и, установив огибы на свои места, средником с помощью струбцины сжимают их. Операцию приклейки огибов повторяют для второй половины обечайки.
Источник: неизвестная советская книга по гитаростроению
Н.А. Комаров, С.Н. Федюнин «Изготовление и ремонт щипковых музыкальных инструментов», 1988г.